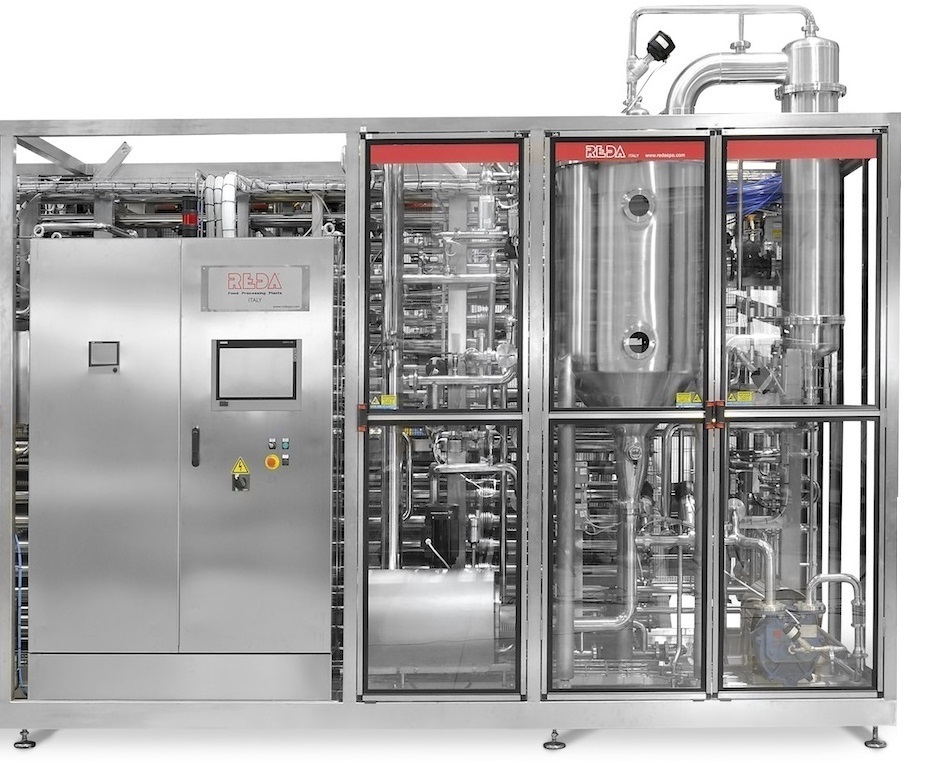
UHT Sterilizer with Vacuum Degassing System and Aroma Recovery

UHT Sterilizer with Vacuum Degassing
Integrated degassing and aroma recovery technology for superior quality
Our high-performance UHT sterilizer incorporates an advanced vacuum degassing system with aroma recovery. Designed for processing fruit juices, purees, milk, and plant-based drinks, it eliminates the oxygen responsible for oxidation while preserving the product's natural aromas.
Type: Stérilisateur UHT avec dégazage sous vide
Application: Jus de fruits, lait, boissons végétales, purées
Avantage: Élimination de l'oxydation et préservation des arômes
Main features of the UHT sterilizer with degassing
- Traitement UHT haute précision : 135-150°C pendant 2-8 secondes
- Système de dégazage sous vide avec récupération d'arômes intégrée
- Élimination de l'oxygène dissous jusqu'à 95% pour prévenir l'oxydation
- Capacité de traitement : 1,000 à 20,000 litres/heure selon configuration
- Condenseur spécial pour capture et réintégration des composés aromatiques
- Récupération d'énergie > 90% pour une efficacité énergétique maximale
- Construction entièrement en acier inoxydable AISI 316L qualité alimentaire
- Certifications : CE, FDA, EHEDG, 3-A Sanitary Standards, ISO 9001
- Contrôle PLC avec interface HMI tactile 15" et enregistrement des données
- Système de stérilisation automatique SIP (Sterilize-in-Place)
Full description
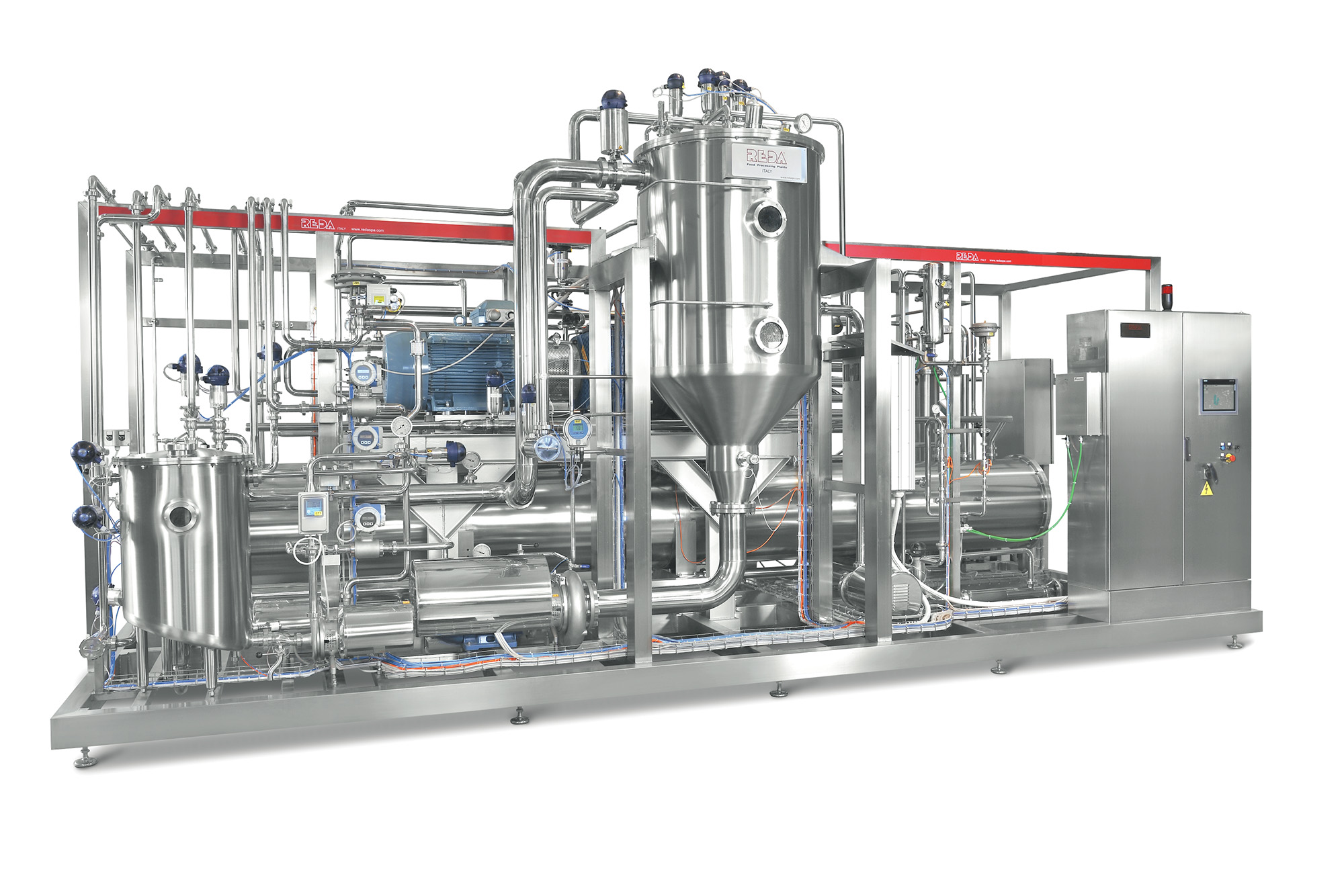
Our UHT sterilizer with vacuum degassing system represents excellence in the heat treatment of sensitive liquid products. The degassing technology eliminates the oxygen responsible for oxidation, which can alter the color, flavor, and nutritional value of products.
The aroma recovery system captures essential volatile compounds during heat treatment and reintegrates them into the final product, thus preserving its natural flavor profile. This technology is particularly crucial for fruit juices and premium products where organoleptic quality is paramount.
The modular design allows adaptation to different types of products, offering exceptional versatility while maintaining the highest standards of quality and food safety.
Technical data for the UHT sterilizer with degassing
| Paramètre | Spécifications |
|---|---|
| Type de machine | Stérilisateur UHT avec dégazage sous vide et récupération d'arômes |
| Capacité de traitement | 100 - 20,000 L/heure |
| Température de stérilisation | 135-150°C (réglable) |
| Temps de maintien | 2-8 secondes |
| Niveau de vide du dégazeur | 0,2 - 0,8 bar (absolu) |
| Efficacité d'élimination d'oxygène | Jusqu'à 95% |
| Taux de récupération d'arômes | 85-95% selon le produit |
| Pression de service | Jusqu'à 12 bar |
| Matériaux en contact | AISI 316L, EPDM, NBR, PTFE |
| Puissance de la pompe à vide | 5,5 - 22 kW selon capacité |
Advanced Features and Details
| Caractéristiques standards | Modules optionnels |
|---|---|
| Dégazeur sous vide avec condenseur aromatique | Système de récupération d'arômes avancé |
| Échangeur à plaques/tubulaire haute efficacité | Analyseur d'oxygène dissous en ligne |
| Section de maintien à température contrôlée | Chromatographe en phase gazeuse pour analyse aromatique |
| Nettoyage CIP automatique | Stérilisation SIP (Sterilize-in-Place) |
| Interface utilisateur tactile 15" | Connexion Ethernet et supervision SCADA |
| Enregistrement des paramètres HACCP | Système de traçabilité complet |
| Vanne de déviation automatique aseptique | Contrôleur de conductivité et pH en ligne |
| Protection IP66 | Carénage hygiénique complet aseptique |
FEATURES DETAILS
Vacuum Degassing with Aroma Recovery
The degasser operates under vacuum to remove dissolved oxygen, which is responsible for product oxidation. A special condenser captures volatile aromatic fractions, which are then reintroduced into the product after processing, while non-condensable gases, including oxygen, are extracted by a vacuum pump. This technology ensures optimal preservation of organoleptic qualities.
Advantages of Degassing
Elimination of oxidation that causes color changes and loss of nutritional value. Complete preservation of natural aromas without loss. Improved product stability and extended shelf life. Reduction of organoleptic defects related to oxidation.
Advanced Automatic Control
The PLC control system with a touchscreen HMI interface enables precise management of all degassing and sterilization process parameters. Automatic data logging ensures traceability and compliance with HACCP standards. Remote monitoring allows for predictive maintenance and monitoring to maximize operational efficiency.
Areas of application
Our UHT sterilizer with degassing is specially designed for applications where preserving aromas and preventing oxidation are critical:
- Premium fruit juices - Pure juices, nectars, smoothies with intact aromas
- Fruit purees - Preserving natural color and flavor
- UHT milk and creams - Removal of unwanted flavors and preservation
- Plant-based drinks - Almond, soy, oat, and rice milk without oxidation
- Natural extracts - Preservation of active and aromatic compounds
Advantages of treatment with degassing
Optimal aromatic preservation
The recovery and reintegration of aromas ensures that the final product retains its natural aromatic profile intact, without loss of essential volatile compounds during heat treatment.
Protection against oxidation
Removing dissolved oxygen prevents oxidation, which can alter color, decrease nutritional value, and create flavor defects in the final product.
Consistently superior quality
The combination of UHT treatment and vacuum degassing ensures exceptional and consistent organoleptic quality, positioning your products in the premium segment of the market.
Technical Frequently Asked Questions - UHT Sterilization and Degassing


OTHER PRODUCTS IN THIS SECTION





Hello! Click below to chat with our team on WhatsApp.
