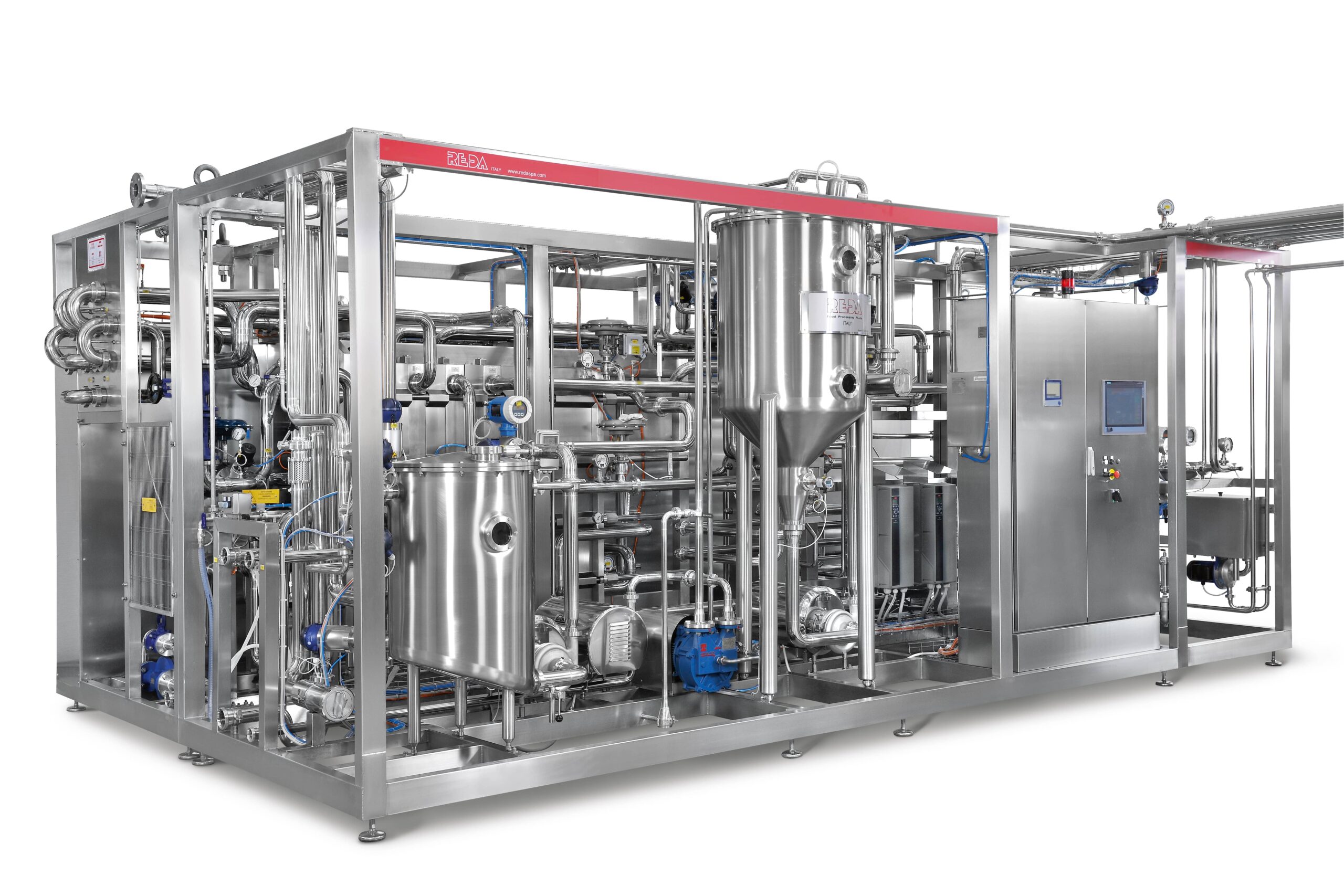
ESL Milk Pasteurizer - Advanced Technology

ESL Milk Pasteurizer
Integrated super-pasteurization and bactofugation technology for extended shelf life
Our ESL pasteurizer incorporates advanced technology combining high-precision heat treatment and mechanical removal of bacterial spores, enabling the production of milk with characteristics similar to traditional pasteurized milk but with a significantly extended shelf life.
Type: Système intégré de pasteurisation ESL avec bactofugation
Application: Lait ESL et produits laitiers frais à longue conservation
Avantage: Conservation jusqu'à 30 jours avec préservation des qualités natives
Key features of the ESL Pasteurizer
- Traitement super-pasteurisation : 125-135°C avec maintien ultra-court
- Bactofugation intégrée à 60°C pour l'élimination mécanique des spores thermorésistantes
- Réduction bactérienne > 6 log (99.9999%) incluant les spores aérobies
- Capacité de traitement : 2,000 à 25,000 litres/heure selon configuration
- Échangeur de chaleur à plaques triple effet en acier inoxydable AISI 316L
- Système de désaération intégré pour élimination de l'oxygène et des composés volatils
- Récupération d'énergie > 92% pour une efficacité énergétique maximale
- Construction entièrement en acier inoxydable qualité hygiénique
- Certifications : CE, FDA, EHEDG, 3-A Sanitary Standards, ISO 22000
- Automation PLC avec interface HMI tactile 15" et enregistrement des données HACCP
- Systèmes CIP et SIP (Sterilize-in-Place) intégrés
Full description
Our ESL milk pasteurizer represents a technological advancement in the processing of fresh dairy products with extended shelf life. The system intelligently combines high-temperature super-pasteurization with mechanical bactofugation, eliminating heat-resistant bacterial spores without altering the organoleptic qualities of the milk.
The integrated deaeration technology eliminates oxygen and unwanted volatile compounds, preserving the product's freshness and natural aromas. The precise and rapid heat treatment prevents the denaturation of milk proteins and preserves sensitive vitamins and enzymes.
This comprehensive solution also integrates clarification, automatic inline standardization, homogenization and aseptic packaging, offering dairies a fully automated and optimized ESL production platform.
Technical data of the ESL Pasteurizer
| Paramètre | Spécifications |
|---|---|
| Type de système | Pasteurisateur ESL intégré avec bactofugation |
| Capacité de traitement | 2,000 - 25,000 L/heure |
| Température super-pasteurisation | 125-135°C (réglable) |
| Temps de maintien ultra-pasteurisation | 2-4 secondes |
| Température bactofugation | 60°C |
| Efficacité bactofugation | Élimination > 98% des spores |
| Température de refroidissement final | 4-6°C |
| Récupération d'énergie | > 92% |
| Pression service homogénéisateur | Jusqu'à 250 bar |
| Niveau sonore | 75 dB(A) |
| Consommation vapeur | 20-120 kg/heure selon capacité |
| Puissance électrique installée | 25-150 kW |
Advanced Features and Details
| Caractéristiques standards | Modules optionnels |
|---|---|
| Bactofugeur intégré pour élimination spores | Système de filtration membranaire |
| Désaéreur à vide pour élimination O₂ | Pasteurisation aseptique avancée |
| Homogénéisateur haute pression | Système de concentration par évaporation |
| Standardisation automatique en ligne | Analyseurs en ligne (matière grasse, protéines) |
| Systèmes CIP/SIP automatiques | Connectivité Industrie 4.0 et IoT |
| Enregistrement données HACCP complètes | Système de traçabilité produit complète |
| Interface utilisateur tactile 15" | Supervision centrale et contrôle distant |
| Protection IP66 pour environnements humides | Carénage hygiénique complet inox |
FEATURES DETAILS
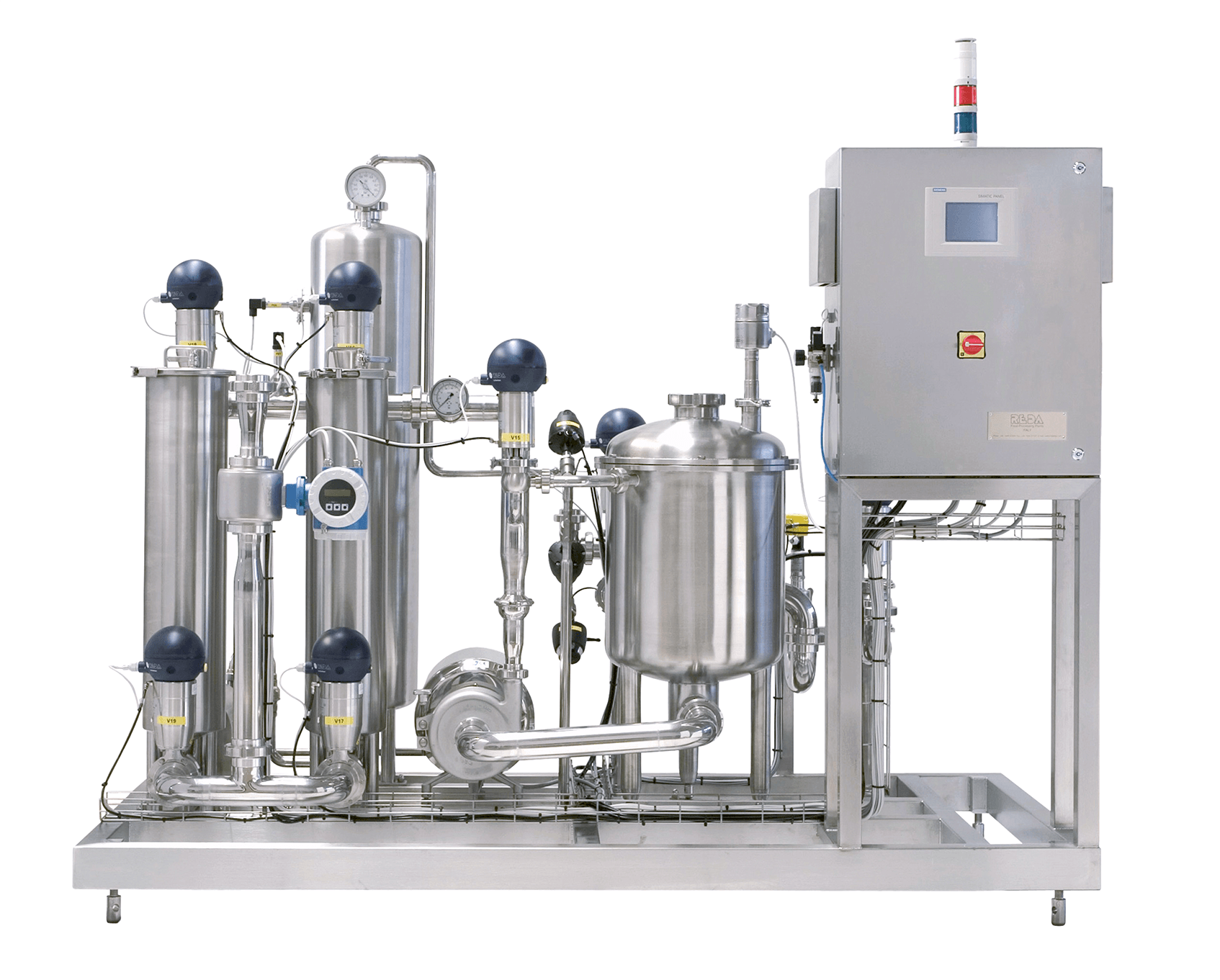
Integrated bactofugation technology
The mechanical bactericide specifically eliminates heat-resistant aerobic bacterial spores at a temperature of 60°C, effectively complementing the action of super-pasteurization. This unique combination achieves exceptional microbial reduction while preserving the sensory qualities of fresh milk.
Advanced deaeration system
The vacuum deaerator removes dissolved oxygen and microbubbles of air, reducing oxidation and preserving product freshness. It also acts as a deodorizer, eliminating unwanted volatile compounds that can affect the taste of milk depending on the season and the livestock's diet.
Automation and process control
The advanced PLC system guarantees perfectly reproducible product processing. Pasteurization temperatures, diverter valve parameters, and all critical data are continuously recorded and monitored, ensuring compliance with the strictest food safety standards.
Areas of application
Our ESL pasteurizer is the ideal solution for various applications in the modern dairy industry:
- Premium ESL milk - Shelf life of up to 30 days at 4-6°C with optimal organoleptic quality
- Long-life flavored milk - For chocolate, vanilla and other flavored milks
- ESL Creams - Liquid fresh cream, dessert creams and whipped creams
- Fresh cheese preparations - Soft cheeses, fresh cheeses and dairy specialties
- Functional Dairy Drinks - Fermented Milks, Probiotic Products and Fortified Beverages
Benefits of ESL treatment
Exceptional preservation of quality
ESL technology preserves native vitamins, enzymes and proteins better than traditional UHT sterilization, while offering a significantly longer shelf life than standard pasteurized milk, maintaining the freshness, taste and nutritional value of the product.
Extended logistical flexibility
With a shelf life of up to 30 days, ESL milk allows for optimized stock management, drastic reduction of losses and expanded distribution to regional and national markets, significantly increasing commercial coverage.
Profitability and sustainability
The combination of extended lifespan, reduced returns and optimized operating costs thanks to exceptional energy efficiency offers a rapid return on investment and sustainable production.
Technical Frequently Asked Questions



OTHER PRODUCTS IN THIS SECTION










Hello! Click below to chat with our team on WhatsApp.
