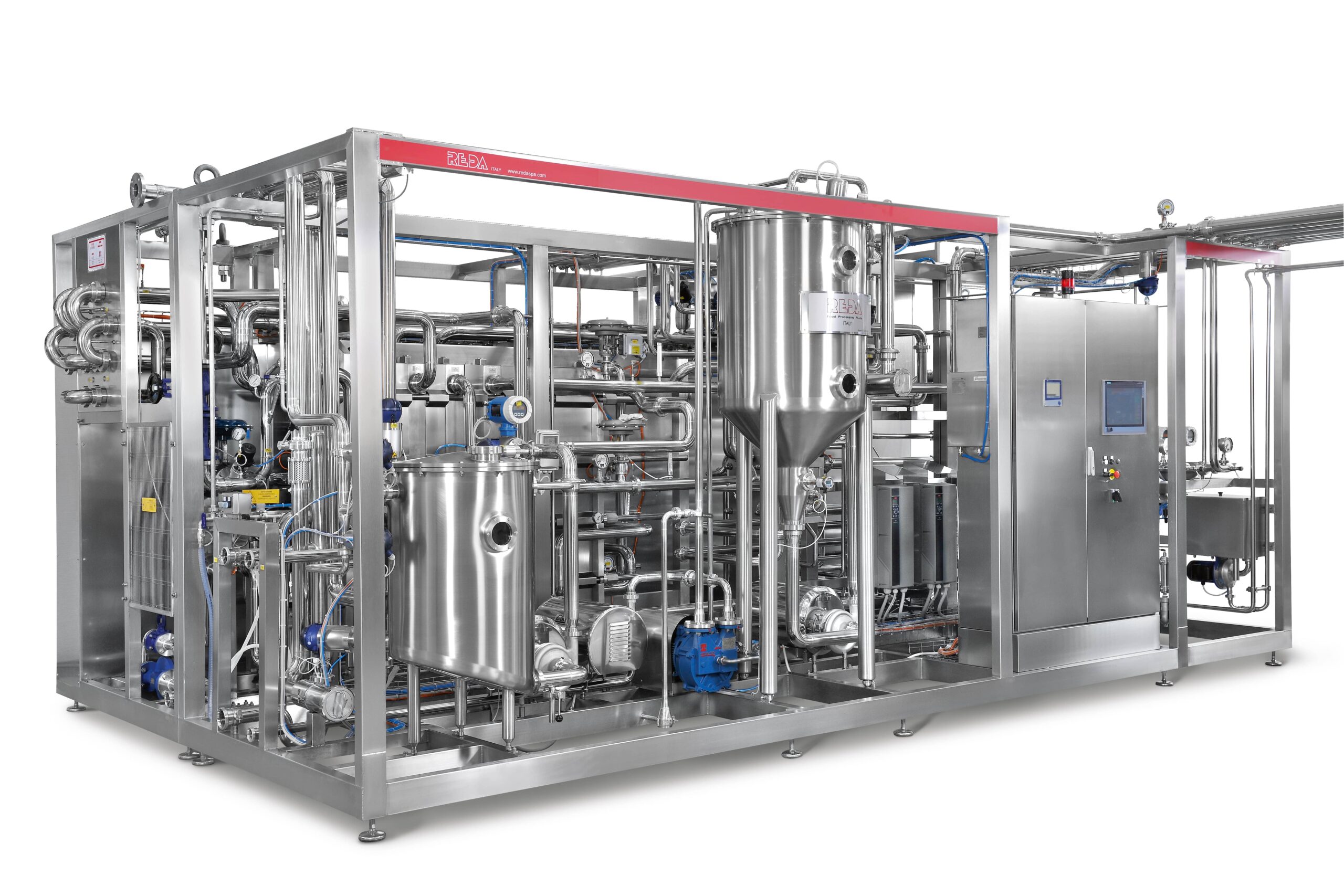
High-Pressure Industrial Homogenizers

Industrial Homogenizers
Advanced high-pressure homogenization technology for optimal stability and quality
Nos homogénéiseurs industriels représentent l'excellence technologique dans le domaine de la micronisation et de la dispersion des particules. Conçus pour assurer une stabilité exceptionnelle des produits même après traitements ultérieurs et stockage prolongé, ils garantissent des résultats supérieurs dans les secteurs alimentaire, pharmaceutique, cosmétique et chimique.
Type: Homogénéiseurs haute pression à pistons
Application: Secteurs alimentaire, pharmaceutique, cosmétique et chimique
Avantage: Pression jusqu'à 1,500 bar et capacités de 50 à 50,000 L/h
Main characteristics of homogenizers
- Technologie d'homogénéisation haute pression avec pressions jusqu'à 1,500 bar
- Plage de capacités étendue : de 50 à 50,000 litres/heure selon configuration
- Réduction de taille des particules jusqu'à l'échelle submicronique
- Construction entièrement en acier inoxydable AISI 316L qualité hygiénique
- Système de pistons multiples avec joints céramiques haute durée de vie
- Bloc d'homogénéisation à géométrie optimisée pour une efficacité maximale
- Automation PLC avec interface HMI tactile et enregistrement des paramètres
- Consommation énergétique optimisée avec récupération d'énergie
- Certifications : CE, FDA, EHEDG, 3-A Sanitary Standards, ATEX (optionnel)
- Systèmes CIP (Clean-in-Place) intégrés pour nettoyage automatique
- Design hygiénique avec surfaces lisses et angles arrondis
Full description
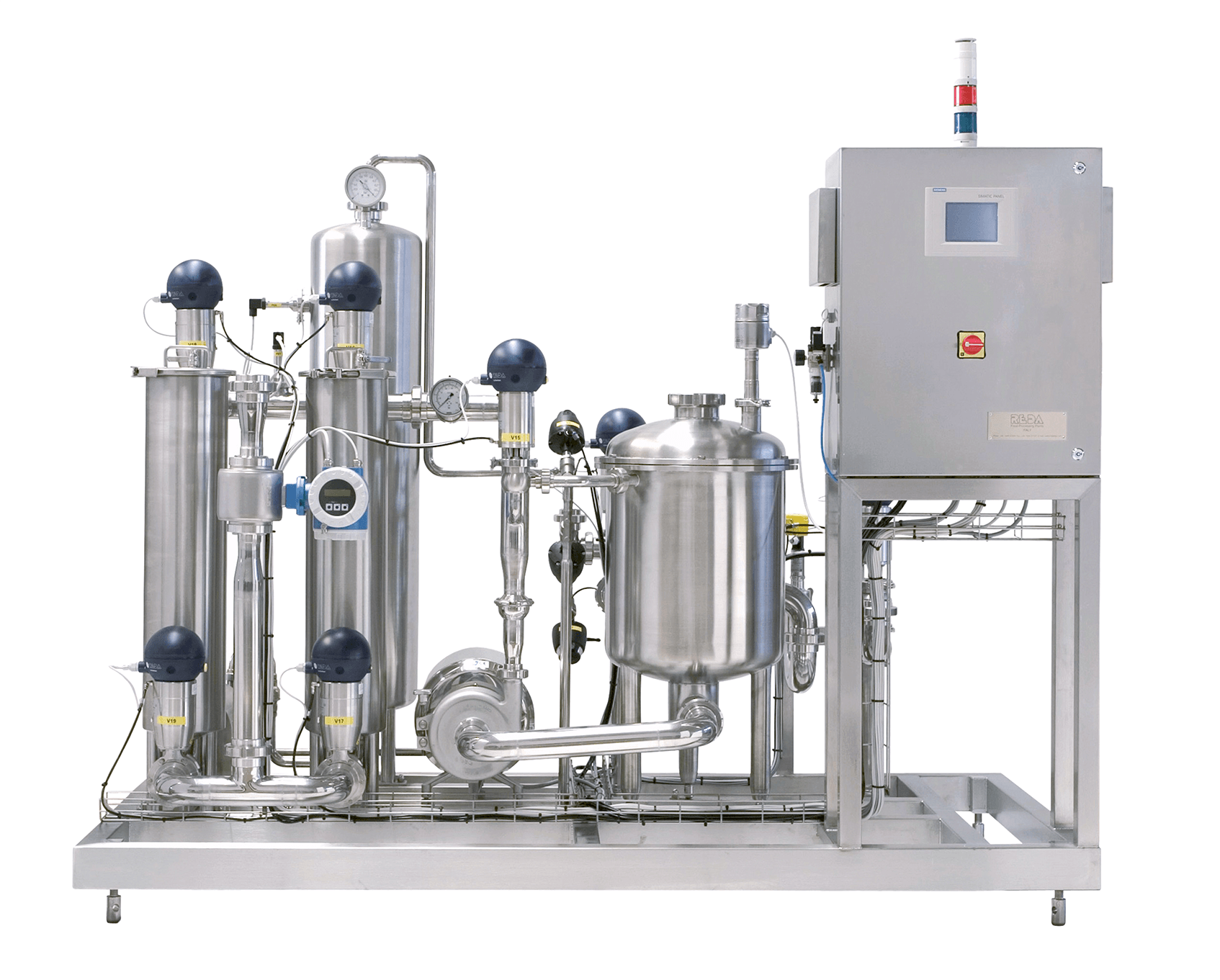
Industrial homogenizers represent the cutting edge of technology in the field of particle reduction and dispersion. Thanks to their patented high-pressure system, they achieve extremely fine and uniform particle distributions, guaranteeing exceptional stability of the final products.
La technologie d'homogénéisation repose sur un principe de forces combinées : cisaillement, turbulence et cavitation, appliquées de manière contrôlée dans la chambre d'homogénéisation. Ce procédé assure une réduction efficace des globules gras, une dispersion parfaite des émulsifiants et une distribution homogène des particules solides.
Nos machines sont conçues pour une fiabilité et une durabilité maximales, avec des composants de qualité supérieure et une ingénierie de précision qui garantissent des performances constantes dans le temps, même dans des conditions de fonctionnement intensives.
Technical data for FBF Homogenizers
| Paramètre | Spécifications |
|---|---|
| Type de système | Homogénéiseur haute pression à pistons multiples |
| Capacité de traitement | 50 - 50,000 L/heure |
| Pression maximale d'homogénéisation | Jusqu'à 1,500 bar |
| Pression de service standard | 100 - 600 bar (selon application) |
| Nombre de pistons | 3, 5 ou 7 selon modèle et capacité |
| Puissance moteur | 5.5 - 450 kW selon capacité et pression |
| Niveau sonore | < 75 dB(A) avec carénage acoustique |
| Température maximale produit | 90°C (120°C avec options spécifiques) |
| Consommation eau de refroidissement | 1-20 m³/h selon modèle |
| Alimentation électrique | 400V / 50Hz ou personnalisable |
| Poids | 500 - 15,000 kg selon modèle |
| Encombrement | Variable selon capacité et configuration |
Advanced Features and Details
| Caractéristiques standards | Modules optionnels |
|---|---|
| Bloc homogénéisateur en acier inox forgé | Refroidissement intensifié pour produits sensibles |
| Pompe haute pression à pistons multiples | Système de dégazage intégré |
| Vanne d'homogénéisation à géométrie optimisée | Enregistrement données conforme FDA 21 CFR Part 11 |
| Automation PLC avec écran tactile | Contrôleurs de débit et pression en ligne |
| Système CIP automatique intégré | Packages ATEX pour zones explosives |
| Capteurs de pression et température haute précision | Interface de communication Industrie 4.0 |
| Carénage acoustique et de protection | Finitions spéciales (electropolishing, etc.) |
| Protection IP55 pour environnements industriels | Modules de stérilisation vapeur (SIP) |
FEATURES DETAILS
Technologie de bloc d'homogénéisation brevetée
The FBF homogenization block is designed with an optimized geometry that maximizes process efficiency while minimizing wear. The unique combination of impact, shear, and cavitation enables the achievement of extremely fine particle distributions with reduced energy consumption.
High-performance piston system
Les ensembles pistons-cylindres sont fabriqués en matériaux céramiques et aciers spéciaux traités thermiquement pour une durée de vie exceptionnelle. Le système de lubrification automatique et les joints haute performance garantissent un fonctionnement fiable même aux pressions les plus élevées.
Advanced process automation and control
The PLC control system allows for precise adjustment of all operational parameters: pressure, flow rate, and temperature. The intuitive user interface provides a complete visualization of the process and automatic data recording for traceability and quality analysis.
Areas of application
Our industrial homogenizers are the ideal solution for numerous applications in various sectors:
- Dairy industry - Homogenization of milk, creams, dairy desserts, ice cream
- Pharmaceutical products - Injectable emulsions, suspensions, liposomes, vaccines
- Cosmetics - Creams, lotions, emulsions, hair products
- Chemical industry - Pigments, inks, polymers, nanomaterials
- Food and drinks - Juices, sauces, mayonnaise, tomato-based products
Advantages of high-pressure homogenization
Exceptional product stability
High-pressure homogenization produces extremely fine and uniform particle distributions, eliminating sedimentation, creaming, and phase separation. The products retain their stability even after months of storage.
Improvement of organoleptic properties
La réduction de la taille des globules gras et des particules solides améliore considérablement la texture, la consistance et la sensation en bouche des produits. Les saveurs sont mieux libérées et les couleurs plus intenses et stables.
Increased efficiency and productivity
FBF homogenizers offer optimal energy efficiency with reduced consumption. Their robust design and advanced automation guarantee continuous production with minimal intervention and maintenance.
Technical Frequently Asked Questions
OTHER PRODUCTS IN THIS SECTION










Hello! Click below to chat with our team on WhatsApp.
